Последние конференции
- Информационные системы и модели в научных исследованиях, промышленности, образовании и экологии
- Информационные системы и модели в научных исследованиях, промышленности и экологии
- Современные проблемы экологии
- Экологические проблемы окружающей среды, пути и методы их решения
- Экология, образование и здоровый образ жизни
Технологическое оформление процессов получения уксусной кислоты и этилацетата по комбинированной технологии
А.Р. Сафаров, А.М. Алиев, А.З. Таиров, А.М. Гусейнова
Институт химических проблем им. М.Ф. Нагиева НАН Азербайджана,
г. Баку
В лаборатории Института Химических Проблем им. М.Ф.Нагиева НАН Азербайджана были разработаны высокоактивные цеолитные катализаторы для процессов парофазного каталитического окисления этилового спирта в уксусную кислоту и парофазной этерификации уксусной кислоты этиловым спиртом в этилацетат. Учитывая растущие потребности как в уксусной кислоте, так и в этилацетате, нами была разработана химико-технологическая система (ХТС), представляющая комбинированную технологию процессов получения данных соединений. Она состоит из двух стадий (двух реакторных элементов). В первой стадии процесса происходит парофазное каталитическое окисление этилового спирта в уксусную кислоту, а во второй – парофазная этерификация части полученной на первой стадии уксусной кислоты этиловым спиртом для получения заданного количества этилацетата. С целью промышленной реализации данной комбинированной технологии нами была разработана методика ее оптимального проектирования.
Согласно разработанной методике, были изучены кинетика и механизм обеих стадий процесса, составлены полные математические модели реакторных элементов и проведена оптимизация всего комплекса с учетом рециклов. На основе найденных оптимальных режимов функционирования обоих реакторов были рассчитаны их основные конструктивные размеры.
Методика оптимального проектирования ХТС комбинированной технологии производства уксусной кислоты и этилацетата предполагала проведение следующих последовательных действий:
1. Определение на основе уравнения кинетики первого реакторного элемента оптимальной температуры и оптимальных мольных соотношений входных компонентов, при которых наблюдается наибольший выход уксусной кислоты. Определение минимального количества катализатора, которое обеспечивает наибольший выход уксусной кислоты с учетом ограничений на побочный продукт ![]() .
.
2. Определение для второго элемента ХТС на основе уравнения кинетики оптимальной температуры и оптимального мольного соотношения уксусной кислоты к этиловому спирту, которые обеспечивают максимальную производительность катализатора по этилацетату; определение минимального количества катализатора, необходимого для полного превращения этилового спирта с целью получения заданного количества этилацетата. На этом этапе определяется количество уксусной кислоты, которое необходимо подавать из первого реакторного элемента.
3. Разработка математических моделей обеих стадий процесса, включающих уравнения гидродинамики и теплового баланса.
4. Определение оптимальных конструктивных размеров реакторных элементов ХТС.
5. Разработка принципиальной технологической схемы с учетом рециклов.
Последовательно выполнив все этапы разработанной методики, и на основе полученных расчетов установившегося состояния нами была составлена принципиальная технологическая схема непрерывного ведения процессов получения уксусной кислоты и этилацетата (Рисунок).
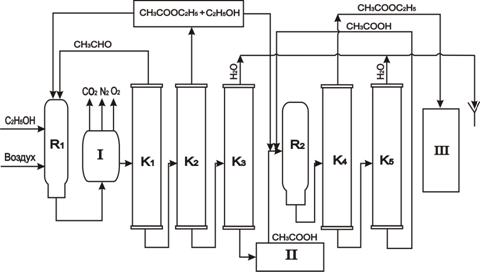
Принципиальная технологическая схема. R1-реактор окисления этилового спита в уксусную кислоту; R2-реактор этерификации уксусной кислоты этиловым спиртом;
I - газоразделитель; II - емкость для сбора уксусной кислоты; III - емкость для сбора этилацетата; K1, K2, K3, K4, K5 – ректификационные колонны: K1-разделение ацетальдегида; K2-разделение азеотропной смеси от общей смеси, часть которой рециркулирует, а часть направляется во второй реактор; K3,K5– отделение воды от уксусной кислоты; K4-разделение этилацетата
Таким образом, несмотря на неполное превращение этилового спирта в первом реакторном элементе из-за ограничений, наложенных на побочные продукты, использование теории рециркуляции позволило добиться максимальной производительности реакторных элементов и, соответственно, высокого экономического эффекта.