Последние конференции
- Информационные системы и модели в научных исследованиях, промышленности, образовании и экологии
- Информационные системы и модели в научных исследованиях, промышленности и экологии
- Современные проблемы экологии
- Экологические проблемы окружающей среды, пути и методы их решения
- Экология, образование и здоровый образ жизни
Методика кавитационного обеззараживания смазочно-охлаждающих жидкостей
И.И. Растегаева, В.В. Диженин, И.А. Растегаев, М.Н. Селезнев, А.А. Викарчук
Тольяттинский государственный университет,
г. Тольятти
Крупнейшими источниками загрязнения водной среды на сегодняшний день являются предприятия машиностроительной, химической и нефтехимической промышленности. Основные отходы машиностроения образуются в процессах, связанных с механической обработкой металлов. Примером таких отходов являются отработанные смазочные охлаждающие жидкости (СОЖ). СОЖ представляют собой водную эмульсию минерального масла, стабилизированную ПАВ и различными органическими добавками, предназначенными для предотвращения преждевременного старения эмульсии. В процессе эксплуатации СОЖ происходит снижение их качества, проявляющееся в ухудшении биологической стойкости и качества обработки поверхности.
В данной работе предлагается для уничтожения микроорганизмов содержащихся в эмульсии СОЖ, улучшения ее технологических характеристик, экологической безопасности и увеличение сроков эксплуатации эмульсии проводить периодически, без нарушения технологического цикла комбинированную гидрокавитационную обработку эмульсии на наноструктурном уровне. Обработка проводится в специальных модульных установках, основным элементом является гидродинамический кавитатор роторного типа [1].
Кавитационное воздействие на гетерофазные жидкости приводит к следующим процессам:
- диспергированию твердых частиц вплоть до наноразмеров, разрушению коллоидов и деструкции органических и неорганических соединений, находящихся в гетерофазной жидкости;
- эмульгированию (перемешивание и гомогенизация) разнородных жидкостей;
- интенсификации массообменных процессов, окислительно-восстановительных реакций, нейтрализации токсических веществ;
- расщеплению молекул воды;
- нагреванию жидкости, изменению ее характеристик.
В рабочей камере генератора вода, механические и микробиологические частицы, соединения, микроорганизмы одновременно подвергаются: гидродинамическому (высокие градиенты и частота пульсации давления), акустическому, тепловому, ударному воздействию. Степень и результат кавитационного воздействия на эмульсию и микроорганизмы зависит от рабочих характеристик кавитатора, варьируя которые мы достигаем полного уничтожения микроорганизмов и значительно улучшаем эксплуатационные свойства эмульсии [1].
Для проведения экспериментов была выбрана эмульсия СОЖ «Автокат Ф-40», длительное время (2 месяца) эксплуатируемая на металлообрабатывающем участке, сильно пораженная микроорганизмами (бактерий >106 кл/мл, грибов >103 кл/мл) и подготовленная к утилизации. Кавитационную обработку эмульсии проводили на одной и той же установке, при температуре 400С и среднем времени обработки 20 сек. Микробиологические исследования проводились перед и после обработки в лаборатории СОЖ УЛИР ВАЗа, результаты этих экспериментов представлены в таблице.
Результаты биологической экспертизы эмульсии обработанной при разных условиях
|
№ п/п |
Состояние эмульсии СОЖ |
Режим обработки в кавитаторе, об/мин |
Параметр исследуемой СОЖ |
Преимуще-ственные группы сигналов акустической эмиссии | ||
|
рН |
бактерии, кл/мл |
грибы, кл/мл | ||||
|
1 |
Свежеприготовленная СОЖ с биоцидами |
- |
8,0 |
отсутст |
отсутст |
- |
|
2 |
Загрязненная СОЖ, пораженная микроорганизмами (бактерий 1,5 106 кл/мл, грибов 2×103 кл/мл) |
2 200 |
7,1 |
1,2 106 |
102 |
2,4 |
|
3 |
3 000 |
7,5 |
5 105 |
отсутст |
2,3,5 | |
|
4 |
3 000 (три раза по 20 сек) |
7,5 |
105 |
отсутст |
3,4,5 | |
|
5 |
2 800 первые 20 сек обработки |
7,4 |
< 102 |
отсутст |
1,3 | |
|
6 |
2 800 20 с на установившемся ламинарном режиме (10 мин. обработки) в протоке |
7,3 |
105 |
отсутст |
2,3,4 | |
|
7 |
Нестационарный режим обработки в интервале 2 000 - 3 000 |
7,4 |
отсутст |
отсутст |
1,3 | |
Из проведенных исследований следует, что любая кавитационая обработка эмульсии обеспечивает ее гомогенизацию, диспергацию компонентов, уничтожает грибы, но не всегда обеззараживает.
Для того что бы обеспечить высокий уровень обеззараживания жидкости, необходимо производить кавитационную обработку при некоторых оптимальных режимах, которые нами определяются из анализа сигналов акустической эмиссии (АЭ) излучаемых из кавитационной камеры.
Для регистрации и анализа акустических сигналов требуется привлечение современной аппаратуры и апробированной методики обработки акустико-эмиссионной информации и программного обеспечения. С этой целью, разработанное в ТГУ (г. Тольятти) оборудование, предназначенное для исследования напряженного состояния конструкционных материалов, было адаптировано для исследования процессов кавитации в жидкости [2,3]. Сигналы АЭ излучаемые из кавитационной камеры были разбиты по медианной частоте и энергии на пять групп, при этом предполагалось, что каждый кластер соответствует определенному источнику сигналов, а огибающая RMS (среднее отклонение сигнала) характеризует интенсивность кавитационных процессов.
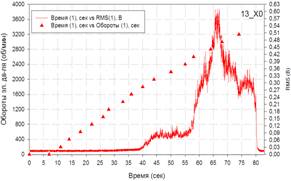
Проведенные исследования показали, что потребляемая обрабатываемой жидкостью (СОЖ) мощность от двигателя гидродинамического кавитатора, температура эмульсии на выходе генератора, RMS, энергия и частота сигналов АЭ сложным образом зависят скорости вращения активатора. Так из рисунка 1, что начало интенсивных кавитационных процессов связано с характерным изменением (некоторым уменьшением) мощности потребляемой двигателем, при этом температура резко увеличивается и появляется пик акустической эмиссии (RMS) в определенном интервале частот вращения активатора (рисунок 2).
Проведенные микробиологические исследования пораженной микроорганизмами эмульсии СОЖ «Автокат Ф-40» (бактерий 106 кл/мл, грибов 2?103 кл/мл) показали, что ее кавитационная обработка при частотах вращения активатора 2 200 об/мин и 3 000 об/мин не приводила к уничтожению микроорганизмов, хотя при этих оборотах интенсивно протекали кавитационные процессы (таблица 1, рисунок 1 и 2).
|
|
|
Рис. 1. Зависимость потребляемой двигателем кавитатора мощности и температуры при обработке СОЖ от числа оборотов активатора (в центре реверс) |
Снижение мощности при определенных оборотах двигателя (рисунок 1) можно объяснить появлением в эмульсии большого количества газовых пузырьков, соответственно уменьшается сопротивление вращения активатора в жидко – воздушном слое.
Сложная зависимость температуры обработки эмульсии на выходе генератора от числа оборотов активатора и результаты бактериологических анализов (таблица 1) вероятно обусловлены перераспределением энергии подводимой к жидкости Епод на тепловую Етеп (выделяемую за счет трения) и кавитационную Екав (потенциальная энергия запасенная в пузырьках). На начальных этапах кавитации (при 2200 об/мин) подводимая энергия максимальна (рисунок 1) и расходуется в основном на выделение тепла, температура эмульсии растет за счет трения активатора о жидкость. На этом этапе появляются высокоэнергетические сигналы из группы 3 (таблица 1, рисунок 2), которые можно связать с схлопыванием сравнительно крупных воздушных пузырьков. На этапе развитой кавитации (3000 об/мин) подводимая энергия уменьшается из-за большой концентрации газа в жидкости, также уменьшается энергия расходуемая на трение, а температура продолжает расти за счет энергии выделяемой при схлопывании множества мелких пузырьков. Размеры пузырьков на этом этапе кавитации таковы, что при их схлопывании выделяется энергия в инфракрасном диапазоне, т.е. достаточно низкой амплитуды (группа сигналов 3,4,5), которой недостаточно, чтобы разрушить оболочку микроорганизмов. При неких (рисунок 2), оптимальных режимах работы кавитационной установки (2800 об/мин) в жидкости формируются высокоэнергетические источники излучаемой энергии (группа 1,3) (крупные пузырьки, кумулятивные струи, кавитационные зоны и т.п.). В нашем случае эта кавитационная энергия является полезной, за счет нее уничтожаются микроорганизмы (таблица 1).
Полученные в ходе экспериментов результаты позволяют утверждать, что поддержание турбулентности, интенсивности кавитационных процессов, режимов «жёсткого» смешивания потоков представляет практический интерес, именно такие процессы наиболее перспективны для кавитационной обработки жидких сред. Как показывают эксперименты (таблица 1) высокоэнергетические источники акустической энергии (группа сигналов 1,3) можно получить в жидкости путём варьирования вращения ротора около определённых оборотов или регулированием давления на входе (расхода) подаваемой жидкости. Если же частоту вращения ротора или расход жидкости длительное время не менять (таблица 1, п.6), то это приводит к организации потоков, появлению установившегося режима работы кавитационной установки и ликвидации ее функции, связанной с уничтожением микроорганизмов. Поддержание критического режима работы кавитатора путем регулирования оборотов при наличии протока среды через него проще и эффективнее, более того оптимальные режимы обработки определяются наглядно методом АЭ.
|
|
|
|
а) |
б) |
|
Рис. 2. Зависимость амплитуда пика акустической эмиссии (RMS) от частоты вращения активатора (а), разбиение сигналов АЭ на группы по частотам (б) | |
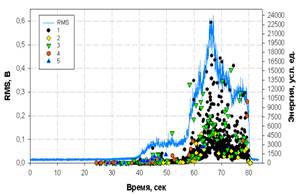
Таким образом, анализ сигналов АЭ излучаемых из кавитационной камеры, позволяет выбрать оптимальные режимы работы генератора. В частности, из экспериментов (таблица 1, рисунок 2) следует, для того чтобы кавитационная установка работала как теплогенератор необходимы скорости вращения активатора 3000 – 3100 об/мин, при этом максимум излучения энергии будет находиться в инфракрасном диапазоне. Для эффективного обеззараживания жидкости, эта же установка должна работать в нестационарном режиме, при этом обороты активатора должны варьироваться около оптимальных значений 2800 об/мин, которые определяются по пику АЭ (рисунок 2).
Поддержание нестационарных режимов, при которых активизируются высокоэнергетические источники излучения сигналов АЭ (группы 1,3), возможно автоматическим регулированием оборотов при протоке воды по периодической зависимости. Тип регулировочного режима (синусоида, треугольная функция, пилообразная и т.д.), диапазон регулировки оборотов, период и количество циклов регулирования следует подбирать исходя из целей достижения наилучшего результата обработки (обеззараживания или нагрева).
Анализ сигналов акустической эмиссии покажет, на каком режиме наблюдается самое большое количество высокочастотных сигналов от источников, которые обеспечивают разрушение оболочек бактерий.
Выявленная зависимость параметров АЭ от гидродинамических параметров обработки, должна быть учтена при разработке безреагентной технологии обработки СОЖ и при создании оборудования для этих целей.
Для других жидкостей и установок расположение пика АЭ (RMS), медианная частота и энергия сигналов АЭ отличаются. Однако по этим параметрам всегда можно определить оптимальный режим работы кавитационной установки, при котором вода только нагревается, активируется (существенно изменяются ее свойства), а эмульсия СОЖ обеззараживается (уничтожаются все виды микроорганизмов).
Работа выполнена при поддержке программы АВЦП «Развитие научного потенциала высшей школы(2009-2010)» №1463, №21943, ФЦП «Научные и научно – педагогические кадры инновационной России» №П392.
Список литературы
1. Растегаева И.И., Диженин В.В., Викарчук А.А. Безреагентные методы обеззараживания смазочно-охлаждающих жидкостей// Вектор науки ТГУ. -2010. - №2(12). – С. 15-19.
2. Растегаев И.А. Применение методики спектрального анализа акустических сигналов для исследования трибологических свойств смазочных и контактирующих материалов. Дисс. на соискание ученой степени кандидата физико-математических наук – Тольятти: ТГУ, 2009.
3. Мерсон Д.Л. Применение методики анализа спектральных образов сигналов акустической эмиссии для исследования повреждаемости покрытий TiN на стальной подложке/Д.Л. Мерсон, А.А. Разуваев, А.Ю. Виноградов// Дефектоскопия. – 2002. - №7. – С. 37-46.